

新聞中心
NEWS CENTER
唐山合源鋼管與首鋼京唐公司新項目焊接實驗記錄
發布時(shí)間:
2022-08-11 18:57
來(lái)源:
- 一、實驗單位:首鋼京唐公司與唐山市豐潤區大唐鋼管廠
- 二、實驗内容:不鏽鋼複合闆雙面埋弧焊實驗
- 三、試驗時(shí)間:2022年7月(yuè)26日
- 四、實驗地點:唐山市豐潤區大唐鋼管廠
- 五、實驗參與人(rén)員(yuán):首鋼技術工程師王鳳會(博士)、首鋼技術工程師王小夏(碩士)、首鋼劉磊合源總經理(lǐ)張震、合源副總經理(lǐ)耿豔豐、合源技術人(rén)員(yuán)劉龍飛(fēi)、趙義、董樹強
- 六、焊接流程
采用(yòng) 5+1mm厚Q235B+304複合闆進行了(le)雙面埋弧焊接試驗,從焊接裝配、焊接參數(電流、電壓、焊接速度等)及焊接流程等進行了(le)調試及優化(huà),成功完成3種參數複合管的(de)制管焊接,焊道成形良好,未出現焊穿及氣孔問題。
1.焊接試驗
表 1給出了(le)焊接試闆的(de)工藝參數,其中不鏽鋼側焊材爲φ3.2mm的(de)309埋弧
焊絲+601焊劑,碳鋼側焊材爲φ3.2mm的(de) 10Mn2焊絲+101焊劑。圖 1爲雙面埋弧焊接照(zhào)片。
表 1 焊接試闆工藝參數
|
編号 |
不鏽鋼側 |
碳鋼側 |
||||||||
|
編号 |
電流/A |
電壓/V |
焊接速度 /mm/min |
備注 |
編号 |
電流/A |
電壓/V |
焊接速度 /mm/min |
備注 |
|
|
1 |
1-2 |
340-360 |
34 |
800-850 |
尾部翹起,斷弧 |
2-1 |
460 |
34 |
800-850 |
良好 |
|
2 |
1-3 |
良好 |
2-2 |
480 |
良好 |
|||||
|
3 |
1-1 |
良好 |
2-3 |
500 |
良好 |
|||||
2.接頭分(fēn)析
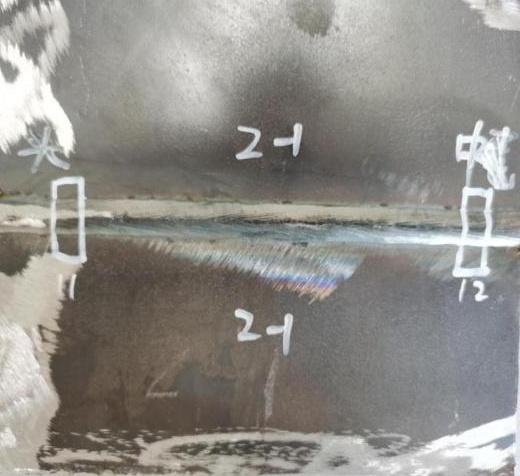
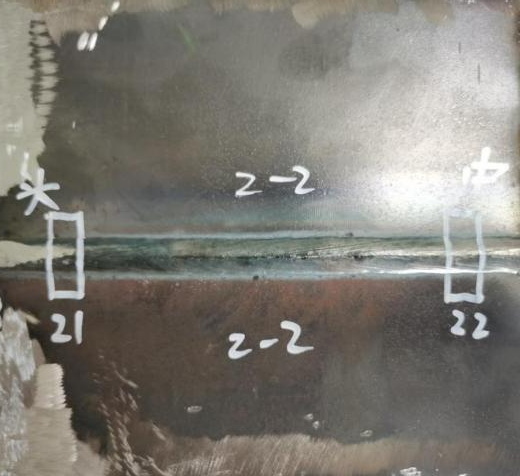
焊後對(duì)三方案試闆進行外觀、橫截面金相進行了(le)檢測。圖 2爲三方案焊道形貌,圖 3爲三方案焊道橫截面金相,圖 4爲不鏽鋼焊道金相組織。表2給出了(le)焊道尺寸的(de)測量結果。
不鏽鋼側焊道外觀 碳鋼側焊道外觀
圖 1 雙面埋弧焊接照(zhào)片
圖 2 三方案焊道形貌
1#試闆
 |
 |
2#試闆
 |
 |
3#試闆
 |
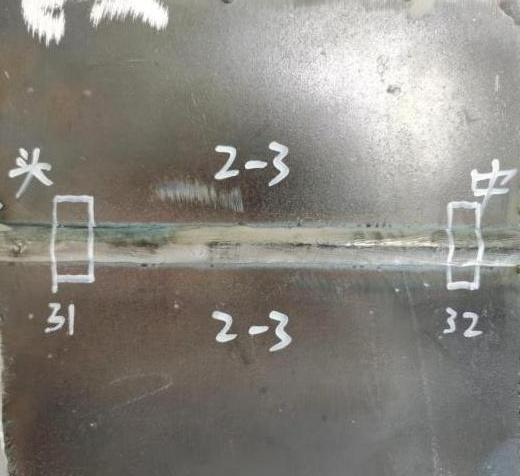 |
表 2 焊道尺寸測量結果 /mm
|
編号 |
不鏽鋼 焊道深度 |
兩焊道 相交深度 |
碳鋼 焊道深度 |
不鏽鋼 焊道餘高(gāo) |
碳鋼 焊道餘高(gāo) |
不鏽鋼 焊道熔深 |
|
11 |
5.3 |
2.1 |
6.3 |
1.2 |
1.5 |
4.0 |
|
12 |
5.3 |
2.0 |
6.7 |
1.8 |
1.8 |
3.5 |
|
21 |
5.3 |
2.7 |
7.2 |
0.8 |
1.2 |
4.5 |
|
22 |
5.1 |
2.4 |
7.1 |
1.5 |
1.6 |
3.6 |
|
31 |
5.6 |
2.7 |
7.2 |
1.6 |
1.8 |
4.1 |
|
32 |
5.3 |
2.0 |
7.0 |
1.8 |
2.3 |
3.5 |
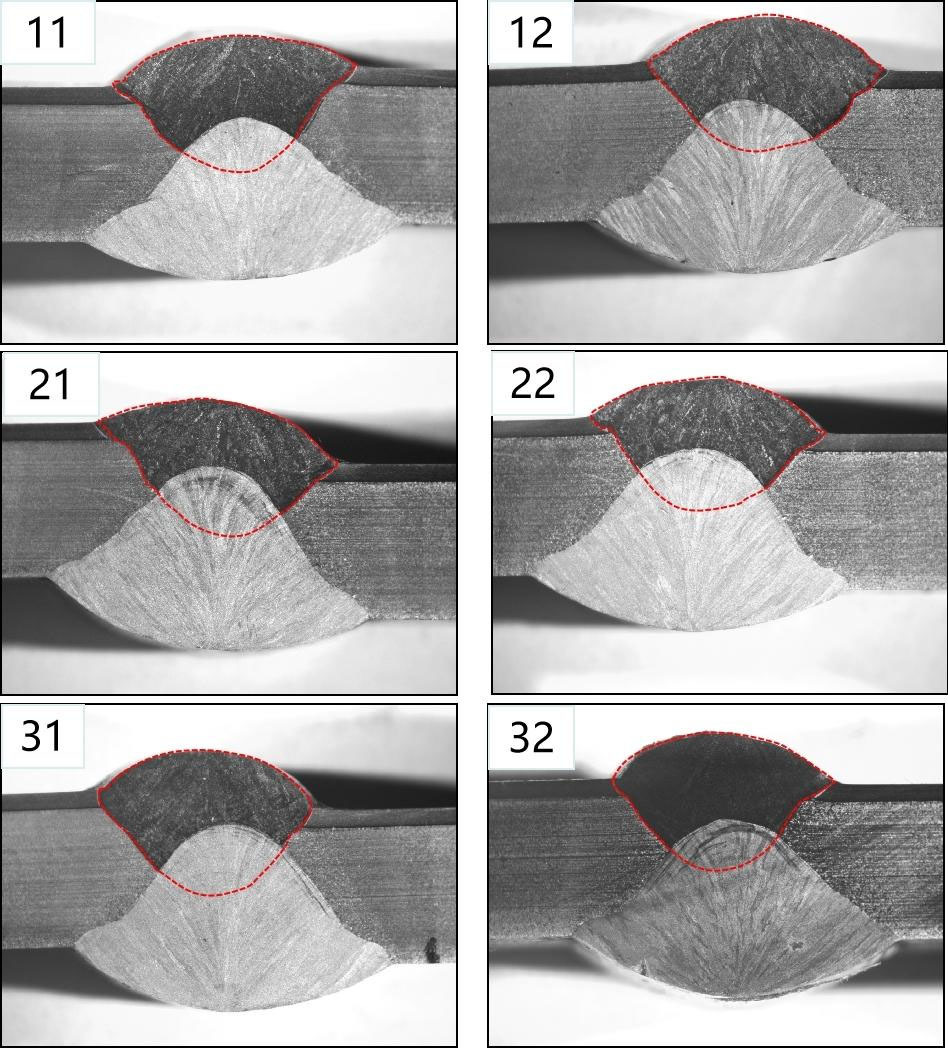
圖 3 三方案焊道截面金相
由圖 3可(kě)以看到,三方案下(xià)焊道相交良好,兩焊道餘高(gāo)适中。
對(duì)不鏽鋼焊道金相組織進行的(de)觀察,對(duì)焊接接頭不同位置主要元素含量進行了(le)檢測,圖 4爲不鏽鋼焊縫區(qū)金相組織,表 3爲焊接接頭不同位置的(de)元素含量。
表 3 焊接接頭不同位置成分(fēn)
|
位置 |
C |
Si |
Mn |
Ni |
Cr |
|
304複層 |
0.035 |
0.44 |
1.02 |
8.17 |
17.68 |
|
不鏽鋼焊道 |
0.084 |
0.20 |
0.94 |
6.16 |
11.04 |
|
碳鋼焊道 |
0.12 |
0.46 |
0.67 |
0.84 |
1.56 |
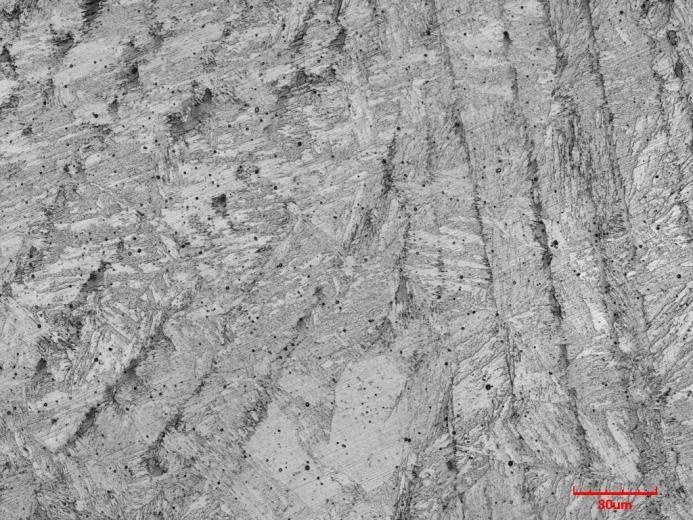
圖 4 不鏽鋼焊縫區(qū)金相組織
由表 3可(kě)以看到,不鏽鋼焊道受到基層碳鋼的(de)稀釋,焊道中 Ni、Cr元素含量低于複層 304不鏽鋼,後期服役存在優先腐蝕風險,需要調整焊材。圖 4不鏽鋼焊道獲得(de)了(le)馬氏體組織,與典型的(de)不鏽鋼焊縫組織(奧氏體加少量鐵素體組織)不同。
3.小結
(1)本次雙面埋弧焊接工藝,可(kě)實現 5+1mm厚複合闆的(de)焊接,有一定的(de)焊接窗(chuāng)口;
(2)本次試驗不鏽鋼焊道尺寸适中,在焊材工藝性優的(de)條件下(xià),可(kě)适當提高(gāo)焊速至 900~1000mm/min;
(3)本次試驗碳鋼焊縫尺寸稍大(dà),焊接電流可(kě)下(xià)調至 440A;
(4)采用(yòng) 309不鏽鋼焊絲獲得(de)的(de)不鏽鋼焊道成分(fēn) Cr、Ni元素低于 304複層,存在腐蝕風險,焊材需要調整。
(5)分(fēn)析了(le)上周焊接的(de)試闆,證明(míng)兩焊道融合沒問題。
相關新聞
唐山市豐潤區大唐鋼管廠
廠址:唐山市豐南(nán)沿海工業區(qū)建業街(jiē)5号
史立偉:13780550274
張衛健:18730586888
張衛健:18244682668
電話(huà):0315-8570607
豐南(nán)區(qū)盈升鋼材市場(chǎng)-倉庫
地址:唐山市豐南(nán)區(qū)盈升鋼材市場(chǎng)2期5号
崔新華:13031514692
佟雪(xuě)春:18731517128
尹月(yuè)風:18034259292
于 波:18931485888
陳 靜:18330547100
豐潤區(qū)蘭普倉儲-倉庫
二維碼

| 唐山市豐潤區大唐鋼管廠 | 網站建設:中企動力 唐山 | SEO | 營業執照(zhào) | 城(chéng)市産品分(fēn)站